
INABA note vol.3で「冷媒用被覆銅管の切断から管端真円修正および曲げ加工の注意点をまとめてご紹介!」の冷媒用被覆銅管の切断や曲げ加工等についてご紹介しましたが、今回は冷媒用被覆銅管の接続方法をご紹介します。
注意事項のポイントを抑えて施工時に困らないようにしましょう。
1.銅管の接続(フレア接続について)
(1)ナットの挿入
バリ取り、管端真円修正を行った銅管にフレアナットを差し込む。差し込み時は、向きを確認する。
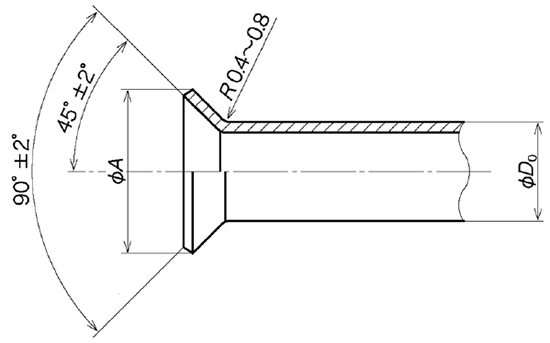
(2)フレア加工
専用のフレアツールを用いて、フレア加工を行う。
・フレアツールの使用方法は、各工具メーカーの指示に従うこと。
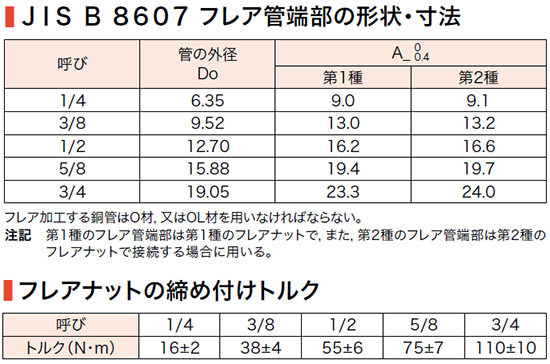
・フレア管端部の寸法は、 JIS B 8607 による。
(3)管端部の確認
管端部のフレアに割れおよびキズがないこと。
フレアの寸法が、 JIS B 8607 の範囲内であること。
※上記不具合がある場合、冷媒漏洩に繋がるため、不具合箇所を切断し、フレア加工を再度行う。
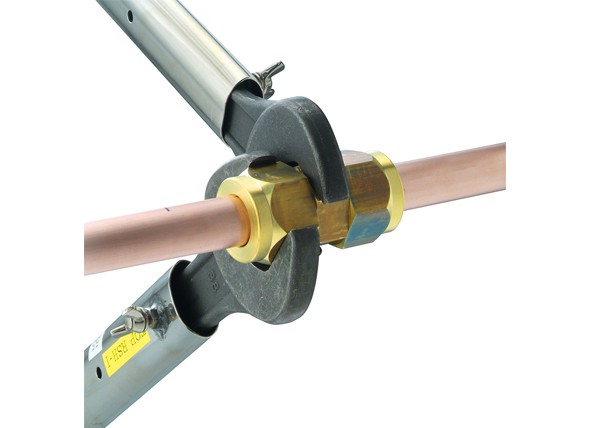
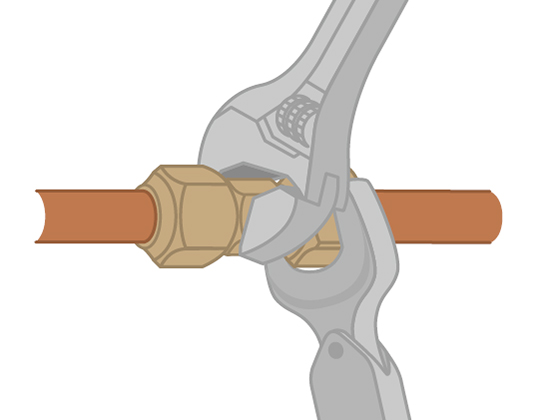
(4)接続部の取り付け
接続部にゴミがないことを確認し、継手とフレア面を密着させ、手で軽く締め込む。
トルクレンチを用いて、規定のトルク値でフレアナットを締め込む。締め付けトルクは、JIS B 8607 による。
※締め付けトルクが規定値より低いと冷媒漏洩の原因となり、高すぎるとフレアナットの応力腐食割れの原因となる。
※トルクレンチは、定期的に校正が必要である。
※締め込み時は、破損の原因となるため必ず2丁掛けで行うこと。
2.銅管の接続(機械式継手接続について)
(1)銅管の確認
継手へ挿入する銅管部に、使用上有害なキズ、曲がり、へん平、異物の付着等がないことを確認する。
(2)継手の取り付け
銅管に継手を取り付ける。継手は、 JCDA 0012 規格適合のものを使用する。
・継手を分解することは厳禁。
※継手のシーリング機能が発揮されない状態となって、脱管や冷媒漏洩のおそれがある。
・管の差込不足がないよう、十分に差し込む。
※好ましい差し込み位置は継手メーカーごとに異なるので、各継手メーカーの施工要領書を参照のこと。
機械式継手は、ナット式、プレス式、差込式などの種別があり、接続方法が異なる。
ナット式の場合
ナットの締め込み不足がないようにする。また過度の締め込みはしてはいけない。
※締め込み不足があると冷媒漏洩や脱管のおそれがある。過度の締め込みはネジ部の破損やナットの割れを引き起こして冷媒漏洩のおそれがあるので注意する。
※金属シーリングの場合、ナットの締め込み途中や締め込み後にナットを緩めてはいけない。金属シーリング部が緩んで冷媒漏洩の原因になる。
プレス式の場合
専用工具でプレスし、プレスする位置がずれないこと。再プレスは行わないこと。
※シーリングに異常が生じて冷媒漏洩のおそれがある。
差込式の場合
管端外面の面取り後、専用の標線ゲージで管にマーキングし、継手への管挿入不足がないようにする。
※管端外面の面取りが不十分な場合、シール部品を傷つけ冷媒漏洩の原因になる。管挿入不足があると冷媒漏洩や脱管のおそれがある。
【注意事項】
・機械式継手の際使用は原則禁止。
・施工上の注意点は各継手メーカーの施工要領書に基づくこと。また継手メーカーが主催する施工講習に参加することが望ましい。
3.銅管の接続(ろう付け接続について)
(1)保温材の保護
保温材がろう付け時の熱で損傷しないように、ろう付け箇所からずらす、または濡れタオル等で保護する。
(2)銅管の表面処理
接続部分の銅管外面および継手内面や端面を研磨布等で磨き、表面酸化皮膜を取り除く。
(3)銅管の拡管(継手を使用せずに銅管の片側管端を拡管して接続する場合)
拡管加工は、専用の工具を使用する。
(4)継手の差し込み
銅管に継手を差し込み、銅管の先端が継手の奥まで十分に入っていることを確認する。
(5)窒素置換
ろう付け時には銅管が高温になり、炎があたっていない管内部にも酸化皮膜が発生する。そのため、管内部に不活性ガス(窒素)を連続的に流し、大気と置換させる。
※出口部を塞ぐとピンホールの原因となる。酸化防止剤が市販されているが、「蟻の巣状腐食」の注意が必要。
(6)予熱
銅管と継手との温度差をできるだけ小さくするよう予熱する。
※炎を接合箇所に対し、できるだけ直角に、円周方向に銅管と継手を交互に予熱する。温度の目安は600~650℃程度とし、銅管表面が暗赤色になる状態まで予熱する。
(7)ろう付け
ろう材は、硬ろうの「りん銅ろう」 を使用し、ろう付け作業は、ガス溶接技能講習を修了したものが行う。
※銅管が破裂する危険があるため、絶対に冷媒や窒素などで気密した状態で、ろう付けを行わないこと。
予熱時と同様に炎を当て、BCuP-3を使用する場合、銅管表面が赤褐色から淡赤色(720~815℃)になった状態でろう付けを行う。
※ろうは直接炎で溶かすのではなく、母材からの伝導熱で溶かすようにし、ろうを挿した際に、ろうが吸い込まれていく状態が良い。銅管温度より、継手温度のほうが高くなるようにし、差し込まれている銅管の温度を確保する。
継手の隙間に十分にろうが浸透すると、炎を遠ざけフィレットを形成する。この際の温度の目安は、680~730℃程度とし、銅管表面が暗赤色から鈍い赤色になった状態で行う。
(8)冷却・確認
ろう付け作業終了時は、配管が加熱され高温になっているため、濡れタオル等で冷却する。
ろう付け作業後は、ピンホールや、ろう回り不良などがないか外観確認を行う。
冷媒用被覆銅管の多種多様な接続は、注意するポイントを抑えることで、エアコン取り付け等の施工・設置時間が短縮できますので、ぜひポイントを抑えておいてください。
【冷媒用被覆銅管の多種多様な接続について説明!|INABA note vol.5】








